Mess- und Prüfmittel

Unsere Hülsen durchlaufen während der Fertigung eine Reihe von Prüfstationen.
Je nach Station kommt das Prinzip der statistischen Prozesskontrolle
oder auch eine automatisierte 100%-Kontrolle zum Einsatz.
Zur Anwendung kommen dabei unterschiedliche Messwerkzeuge,
angefangen von digitalen Bügelmessschrauben über Prüfmatrizen
der Firma Triebel bis hin zu digitalen Kameraüberwachungssystemen
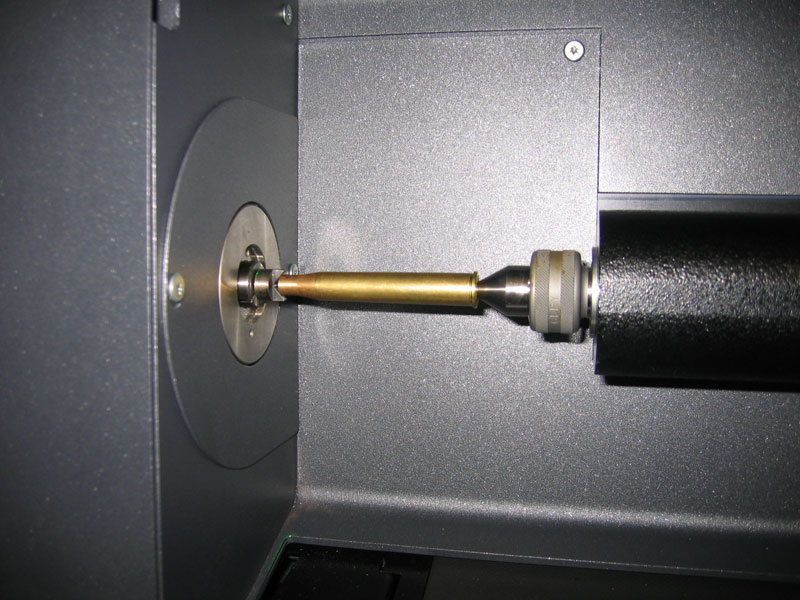
der Firma Keyence oder einem optischen Hochpräzisions-Wellenmessgerät
der Firma TESA mit einer Messgenauigkeit < 1 µm.
Ablauf der QS
Mit jeder Neuaufnahme einer Hülse in unser Sortiment wird eine Musterserie gefertigt.
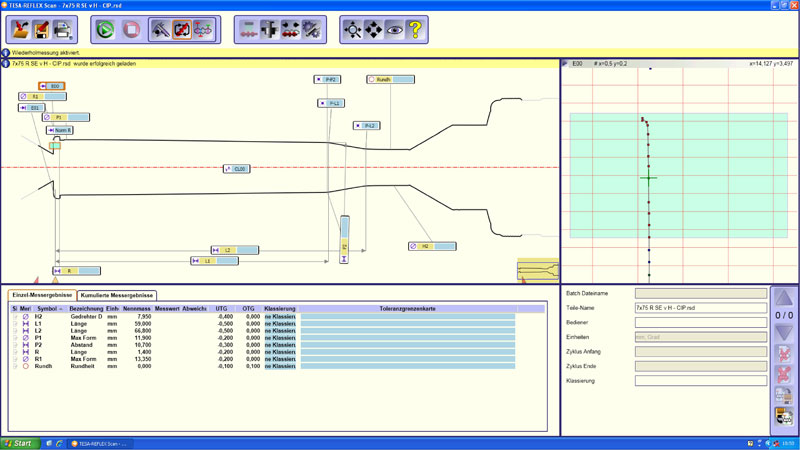
Von dieser Musterserie werden sämtliche relevanten CIP-Werte gemessen (Bild) sowie die Kontur der Hülse über die gesamte Länge abgetastet und mit den „Patrone Max“-Werten der CIP abgeglichen.
Hülsen dieser Musterserie werden darüber hinaus im Beschussamt München einer Ladefähigkeitsprüfung und ggf. Gasdruckprüfungen mit den dort vorhandenen Messläufen mit Minimallagern unterzogen.
Hülsen und Messwerte dieser Musterserie dienen als Rückstellmuster der Referenz für folgende Lose. Im Einzelnen werden bei jedem Los folgende CIP-Maße gemessen und dokumentiert:
R, R1, E1, P1, P2, H1, H2, L1, L2 und L3
Kombiniert und ergänzt werden diese Prüfungen mit der optischen Vermessung der gesamten Hülsenkontur sowie der Prüfung in Prüfmatrizen.
Hochwertiges Ausgangsmaterial beziehen wir ausschließlich von der RUAG Ammotec aus Fürth